




Rectification
Fractionation of oil blends
reference information
 Oil refining (crude distillation) is the process of separating it to fractions according to boiling temperature (fractionation) underlying oil processing and production of motor fuel, lube oil and other valuable chemical products.
Oil refining (crude distillation) is the process of separating it to fractions according to boiling temperature (fractionation) underlying oil processing and production of motor fuel, lube oil and other valuable chemical products.
Several basic conditions are required for oil separation into components: oil must be heated to the temperature providing not only heating, but also oil part evaporation. It means that oil must be evaporated in furnace once and depleted products must be utilized while heating crude oil. For these purpose tube furnaces, heat-exchangers and rectification columns are used.
Refining with rectification is the most popular mass-transfer process in chemical and oil-and-gas technology implemented in rectification columns by multiple counterflow vapor and liquid contacts.
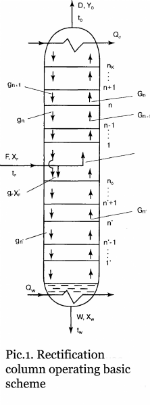
Rectification column operating scheme is shown in the picture 1.
While vapor and liquid counter-current flows are interacting on every stage of contact (a tray or a packed bed) there is a heat and mass exchange between them conditioned by system urge to equilibrium state. As a result of every contact components relocate between phases: vapor is saturated with low-boiling components and liquid – with high-boiling. If the contact is long enough and the efficiency of contacting apparatus is high, vapor and liquid, leaving the tray or the packed bed, can achieve the equilibrium state that means that stream temperatures will become equal and their compositions will be connected by the equilibrium equation. Such vapor and liquid contact that is ended with phase equilibrium is usually named equilibrium stage or theoretical tray.
Selecting the amount of contact stages and process parameters (temperature regime, pressure, flows ratio, reflux ratio, etc.), one can provide any required accuracy of oil blends fractionation.
Oil refining (crude distillation) on atmospheric units CDU or atmospheric sections of combined units CVDU may be implemented in several ways:
- By single evaporation in tube furnace and by separating of distillation products in one rectification column (picture 2).
- By double evaporation and separating in two rectification columns: in pre-evaporative column with light naphtha separation and in main column.
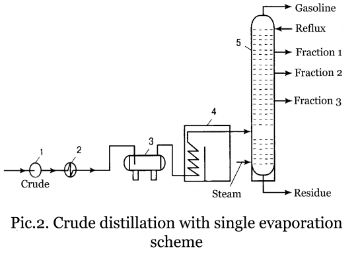 Oil refining (crude distillation) with single evaporation is implemented up to the following scheme (picture 2). Crude oil heated in heat-exchangers 2 due to heat of unit effluent is supplied by the pump 1 for dehydration and desalting to the electric dehydrators 3, and then – to the tube furnace 4, where its single evaporation occurs, and from furnace – to atmospheric column 5, where separation into needed fractions is implemented. Such process scheme of oil refining (crude distillation) is usually used for oils with the low content of light oil products and minor content of dissolved gas.
Oil refining (crude distillation) with single evaporation is implemented up to the following scheme (picture 2). Crude oil heated in heat-exchangers 2 due to heat of unit effluent is supplied by the pump 1 for dehydration and desalting to the electric dehydrators 3, and then – to the tube furnace 4, where its single evaporation occurs, and from furnace – to atmospheric column 5, where separation into needed fractions is implemented. Such process scheme of oil refining (crude distillation) is usually used for oils with the low content of light oil products and minor content of dissolved gas.
According to this scheme combined evaporation of light and heavy fractions promotes temperature reduction of oil heating before bringing it to column.
Using this scheme for oils with major content of dissolved gas and low-boiled fractions can cause difficulties due to pressure increase in the feed pump and all the apparatuses upstream the furnace, in the furnace and in the rectification column, that requires larger metal consumption because of the necessary equipment walls thickening and will cause unavoidable rectification impairment.
In this case double oil evaporation and two rectification columns scheme is used (picture 3). In the first column light gasoline and gas are produced. It decreases general pressure in the system and pressure in the main rectification column. It results in more complete separation of light oil products and more precise fractionation in the column.
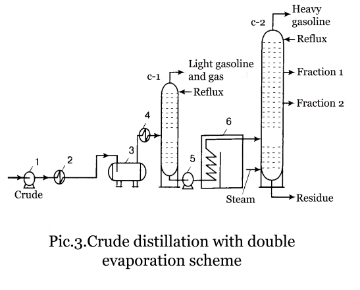 Crude oil is collected by the pump 1 and brought for dehydration and desalting to the electric dehydrators 3 via the heat-exchangers 2. Dehydrated and desalted oil goes through the second group of heat-exchangers 4, is heated up to 210-220 oC and enters the fist rectification column C-1, where light naphtha and gas fraction are produced. The rest of oil from column C-1 is collected by the hot pump 5, is heated up to 340-360 oC in the tube furnace and enters the second rectification column C-2, where the rest of needed fractions are produced. In case oil is not hot enough before it enters the column C-1 there is an opportunity to bring a part of reduced oil heated in the furnace 6 to the bottom of column C-1 in a hot jet form. This scheme requires higher heating temperature in a furnace in comparison with the single evaporation scheme due to separate evaporation of low-boiling and high-boiling fractions. All the modern CDU units basically work according to the double evaporation scheme.
Crude oil is collected by the pump 1 and brought for dehydration and desalting to the electric dehydrators 3 via the heat-exchangers 2. Dehydrated and desalted oil goes through the second group of heat-exchangers 4, is heated up to 210-220 oC and enters the fist rectification column C-1, where light naphtha and gas fraction are produced. The rest of oil from column C-1 is collected by the hot pump 5, is heated up to 340-360 oC in the tube furnace and enters the second rectification column C-2, where the rest of needed fractions are produced. In case oil is not hot enough before it enters the column C-1 there is an opportunity to bring a part of reduced oil heated in the furnace 6 to the bottom of column C-1 in a hot jet form. This scheme requires higher heating temperature in a furnace in comparison with the single evaporation scheme due to separate evaporation of low-boiling and high-boiling fractions. All the modern CDU units basically work according to the double evaporation scheme.
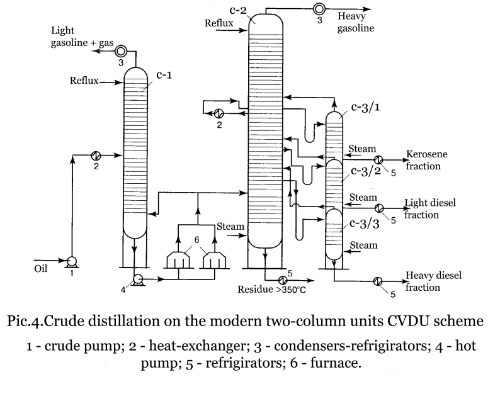
The scheme of atmospheric oil distillation on the modern CDU and CVDU units is shown in the picture 4.
Preliminarily dehydrated and desalted on electrical desalting unit (EDU) block of CDU or CVDU unit, oil is brought by the pump 1 to the heat-exchangers 2 for heating up to 220-230 oC and then – to the column C-1. In the evaporating space of this column oil is separated to vapors and non-evaporated residue draining down to the column bottom through the trays.
Main fractions, separated during preliminary distillation:
- Naphtha – oil cut with the boiling temperature range from IBP (initial boiling point, which is individual for each oil type) up to 150-205 oC (it depends on technological purpose for production of motor, avia or another special gasoline). This fraction is a blend of alkanes, naphthenes, and aromatic hydrocarbons. All these hydrocarbons contain 5-10 carbon atoms.
- Kerosene fraction – oil cut with the boiling temperature from 150-180 oC to 270-280 oC. This fraction contains C10-C15 hydrocarbons.
It is used for motor fuel (power kerosene, diesel fuel component), for daily living needs (lamp oil), etc. - Gas-oil fraction - the boiling temperature is from 270-280 oC to 320-350oC. This fraction contains C14-C20 hydrocarbons. It is used for diesel fuel.
- Residue – the remainder after distillation of the above-listed fractions with the boiling temperature above 320-350 oC.
Residue can be used as fuel oil or being refined or rectified under reduced pressure (in vacuum) with extraction of oil fractions or vacuum gas-oil wide fraction (that is used as feed for catalytic cracking in order to get high-octane gasoline component), or being exposed to cracking. - Tar – almost solid remainder after stripping oil fractions from the residue. Residual oils and bitumen are produced from it. By bitumen oxidation one can get asphalt used for roads construction, etc. Coke used in metallurgy industry can be produced out of tar or other secondary residues by coking.
Secondary gasoline distillate processing is either an independent process or a part of the combined unit on the refinery. Secondary gasoline distillate processing units on the modern refineries are used for obtaining narrow cuts of distillate. Then these cuts will be used as catalytic reforming feed (catalytic reforming is the process for producing individual aromatic hydrocarbons: benzene, toluene, xylene, or gasoline with higher octane number). While producing aromatic hydrocarbons primary gasoline distillate is separated to fractions with the following boiling ranges: 62-85 oC (benzene), 85-115 (120) oC (toluene) and 115 (120) – 140 oC (xylene).
Gasoline distillate with wide fractional content (e.g. from IBP to 180 oC) is pumped through the heat-exchangers and is fed to the first furnace coil, and then – to the rectification column. The top product of this column is IBP 85 oC fraction. After going through air cooled heat exchanger and cooler it comes to the receiver. A portion of condensate is pumped to the top of the column as reflux and the balance is pumped to the other column. Heating of the bottom of the column is supplied by circulating reflux (fraction 85-180 oC), that is pumped through the second furnace coil to the bottom of the column. The rest of the bottom residue is pumped to another column.
Leaving the top of the column head fraction vapors (IBP 62 oC) are condensed in the air cooled heat exchanger; condensate cooled in the water cooler is collected in the receiver. From this point condensate is pumped to the reservoir, fraction part is used for column refluxing. After leaving the column bottom, residual product (fraction 62-85 oC) is pumped through the heat-exchanger and the coolers to the reservoir. Fraction 85-120 oC is produced as the top product of the column. It enters the receiver after going through all the apparatuses. A part of the condensate is going back to the top of the column as reflux and its balance amount is pumped out from the unit to the reservoir.
Fraction 120-140 oC is pumped from the bottom of the external stripping column. This fraction is coming to the reservoir after cooling in heat-exchangers and apparatuses.
The bottom column product (fraction 140-180 oC) is also pumped through the heat-exchanger and the apparatus to the reservoir. Heat that is necessary for the distillation sections of the rectification columns operation is fed by the boilers. An external stripping section is operated by a boiler. Corresponding recycles are pumped to the boilers. Steam is used as heat-transfer agent for the boilers.
There are 60 trays in each rectification column.
Unit material balance depends on potential content of narrow cuts in the gasoline distillate and on rectification accuracy.
Information of this chapter is given exclusively for a reference purpose. You can find information about SIE Neftehim, LLC's products and services in Developments and Services chapters.