




Hydrotreating Catalyst
reference information
Growth of demand for motor fuels with lower sulfur content and emission of smaller amount of polluting substances to the atmosphere by their production and combustion influenced the emergence of such a process, as feed hydrocracking catalytic process under hydrogen pressure.
Basic purpose of hydrocracking process is production of hydrotreated gasoline fractions, commercial kerosene, diesel fuels and also liquefied gases from heavier oil feedstock, than manufactured target products. Besides, if unreacted residue is not returned to hydrocracking feedstock, then it can be used as high-quality feed or feed component of catalytic cracking, coking, pyrolysis.
Hydrocracking process is successfully used for production of high-index basic lubricating oils.
Hydrocracking combines catalytic cracking and hydrogenation. Sequential scheme of reactions, which proceed in typical processes of heavy gasoline fractions hydrocracking, is shown in figure 1.
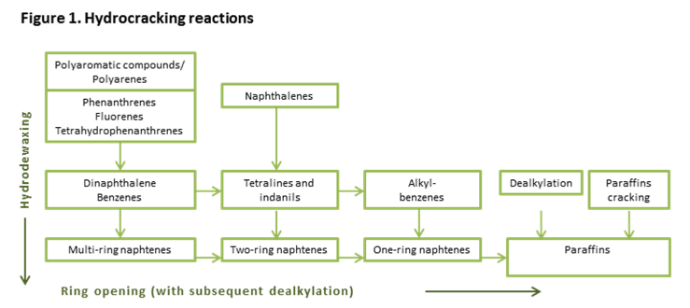
Hydrogenolysis of non-hydrocarbon compounds proceeds faster that allows removing heteroatoms in the form of hydrogen sulfide, ammonia and water from feedstock. Hydrogenolysis of S-organic compounds proceeds the most easily. N-containing compounds are the most tolerant to it.
Rate of desulfurization-hydrogenation decreases with increase of molecular weight and complication of molecular structure of compounds containing sulfur.
For hydrogenolysis reactions of nitrogen-containing compounds, ring saturation with hydrogen is a characteristic stage. Then the ring is opened with formation of compound, which at hydrogenolysis stage transforms into hydrocarbon and ammonia.
Gasoline fractions hydrocracking is an exothermic process. As hydrocracking represents complicated complex of chemical reactions which structure depends on the processed feed, accepted conversion depth and other factors, it is impossible to explicitly determine reaction heat. For paraffinic feedstock heat effect of hydrocracking usually makes 290–420 kJ/kg. For high-aromatic feed heat effect can reach 840 kJ/kg. It means that the higher hydrogen flowrate for reactions the more heat is generated.
For regulation of process temperature along reactor height, cold hydrogen gas is fed into zones between catalyst beds. The accepted height of each catalyst bed should be the one that allows increasing temperature by no more than 25 °C (approximately).
Depending on feed mixture (feed, hydrogen gas, hydrocracking products), types of reactions, carbon and metals deposition extent on the catalyst and catalyst activity change, then, accordingly, heat release decreases and catalyst bed heights increase.
Hydrocracking catalysts
Several types of catalysts are used in hydrocracking process. These catalysts combine activity of cracking and hydrogenation in different proportions for achievement of target conversion of specific feed into desirable product. Hydrogenation activity is reached using metal promoters deposited on catalyst support. Metals of VI and VIII groups can be promotors.
Cracking activity is reached by variation of catalyst support acidity. Generally, these variations are attained through combination of amorphous and crystalline aluminum and silicon or zeolite oxide (molecular sieve) as material for support. Crystalline zeolites are used for catalyst supports.
By selecting catalyst type, its capability to restore activity by regeneration is of great importance. It cab be considered normal if catalyst operation period between regenerations is more than 2 years. The main objective of regeneration — catalyst decoking. Amorphous and zeolite-containing catalysts keep almost completely their activity after decoking.
Catalyst choice determines manufacture of desirable product:
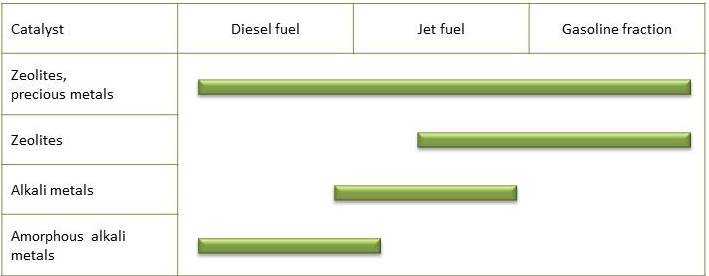
Main features of amorphous and zeolite-containing catalysts are presented below:

Generally, catalysts are manufactured in the form of extrudates or sometimes in the form of microspheres with particle size of 1-2 mm.
Before start of unit operation on the feed, catalyst is exposed to sulfiding for its centers activation. Catalyst sulfiding is carried out at temperature of 150-350 °C and pressure of 20-50 MPa in recycle hydrogen gas flow containing from 0.5 up to 5.0 vol. % of sulfur compounds expressed as hydrogen sulfide. Mercaptans, disulfides, light S-containing oil products and others are used as sulfuration agents, added in recycle hydrogen gas.
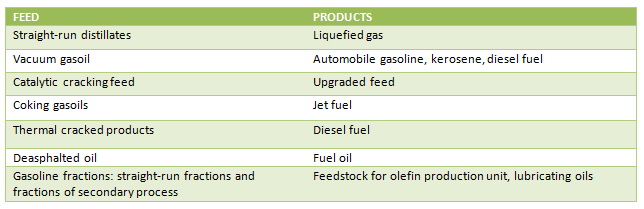
Any hydrocarbon feedstocks, including gasoline fractions of primary and secondary processes, straight-run gasoils, vacuum gasoils, catalytic gasoils, coking gasoils, visbreaking gasoil, deasphalted oil, are suitable for hydrocracking process.
Hydrocracking for different feedstock types:
Straight-run feed is most easily processed. Cracked feed is more difficult to process, as: it contains more different impurities that settle and poison the catalyst; polycyclic aromatic compounds require more rigid mode that leads to faster catalyst deactivation.
Consequences of these feed application involve increasing hydrotreating and cracking temperature, catalyst deactivation extent, decreasing catalyst selectivity and also hydrocracking product quality.
The question of different feed components impact on catalyst activity is very important. Strong deactivating influence on the catalyst is exerted by containing in the feed asphaltenes, which sharply slow down hydrogenolysis rate of sulfur compounds, practically without having impact on coke formation. The strongest poison for hydrocracking catalysts is nitrogen-containing compounds. It is considered that high-molecular nitrogen compounds are strongly adsorbed on acid sites, blocking them and thereby lowering splitting ability. With hydrogen partial pressure growth, increasing its concentration on catalyst surface, hydrogenation processes of nitrogen compound molecules are accelerated.
During oil residues processing great danger for catalysts is constituted by containing in the feed metals in the form of organometallic compounds. Metals deposition on catalysts is almost inevitable. First of all, sum of nickel and vanadium metals (Ni + V) has a negative impact on hydrocracking catalyst activity. The problem of deceleration of hydrocracking catalysts poisoning process is solved through different methods. When hydrocracking vacuum gasoil rigid requirements are imposed to vacuum distillation of fuel oil (atmospheric distillation residue) at which the content of metals (Ni + V) is limited. During hydrocracking of heavy oil residues, preliminary feed hydrodesulfurization and demetallization over special catalyst is provided. At preliminary stage "purification" reactions, concerning metals, sulfur, nitrogen, oxygen, olefins, aromatic compounds (including polycyclic), etc., proceed. "Purification" and hydrocracking stages can proceed in one reactor. During hydrocracking of heavy oil feed in three-phase fluidized bed, constant activity of the catalyst is maintained by periodic equilibrium catalyst unloading from the system and fresh catalyst loading.
Technological parameters of the process
Depending on the processed feed and required products, hydrocracking process has different technological parameters.
The main technological parameters influence is as follows:

Apart from the main technological parameters, hydrocracking process is influenced by: hydrogen partial pressure, hydrogen concentration in hydrogen gas, temperature, feed weight hourly space velocity (WHSV), 100%-hydrogen consumption (chemical and total), hydrogen gas/processed feed circulation ratio.
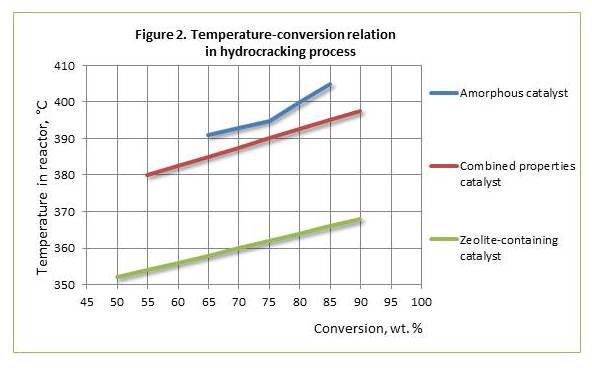
Temperature. Characteristic temperature range for hydrocracking process is 350–405 °С. Temperature rise from lower to higher limit proceeds gradually with the catalyst activity drop. Besides, the higher process conversion is, the higher temperature in the reactor is (fig. 2). In case of conducting the process over amorphous catalysts, higher temperature (in the range of 390–400 °С), than the one over zeolite-containing catalysts (350–365 °С), is required.
Pressure
Hydrocracking process pressure (most commonly referred to as pressure in high-pressure (HP) separator, i.e. intake recycle compressor pressure) varies in the wide range — from 5.5 up to 20.0 МPa. The choice of pressure depends mainly on feed quality and required products (fig. 3).
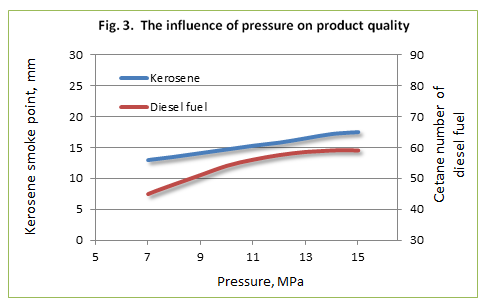
Absolute pressure in the reactor depends on hydrogen partial pressure in the system, playing the key role in hydrocracking progress, and depends on hydrogen concentration in recycle hydrogen gas.
On hydrocracking industrial units, minimum hydrogen content in hydrogen gas is not lower than 80-85 vol. %. Increasing hydrogen concentration in recycle hydrogen gas, it is possible to reduce total process pressure and, accordingly, design pressure of reactor block.
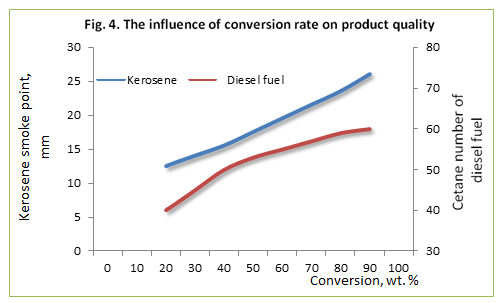
Conversion. Hydrocracking process increases product quality (fig. 4) due to combined influence of hydrogen partial pressure and conversion level in the presence of the catalyst. Distillate fuels of very high quality, including Jet A-1 fuel, can be produced from heavy feed on conventional hydrocracking units with high conversion or full conversion at process pressure from 14.0 up to 17.5 MPa.
Feed weight hourly space velocity (WHSV). Feed WHSV is a ratio of liquid feed volume flowing within an hour to the catalyst volume defined per bulk density. Space velocity depends on feed quality, applied catalyst, process pressure, manufactured product type and conversion depth. Typical space velocity range by hydrocracking is 0.5-2.0 h-1 (for certain feed types it may be even higher). Reduction of contact duration, as a result of feed WHSV increase, reduces desulfurization depth.
Hydrogen consumption. Hydrogen consumption has a crucial importance for hydrocracking economic performances, it is determined by the range of manufactured products.
Hydrogen consumption on reactions can be calculated by the simplified equation of material balance:
100 Нf + Х = Нp (100 + Х)
where: Х — hydrogen consumption for reactions, wt. % per feed; Нf — hydrogen concentration in feed; Нp — average hydrogen concentration in products.
The heavier manufactured products are, the less hydrogen consumption is. In practice hydrogen consumption is determined experimentally.
Total hydrogen consumption during hydrocracking process is summed up of its consumption for reaction, for dissolution in hydrogenate, for purging and its losses. The major hydrogen amount is spent for reaction. Hydrogen consumption for dissolution in hydrogenate can be compensated by its extraction from hydrogenate, applying effective process schemes of separation, using its peculiarities of solubility in various hydrocarbons at different temperatures and pressure. Hydrogen consumption with purging which by composition represents recycle hydrogen gas, depends on purging amount, required by the technology for adjustment of optimum hydrogen partial pressure in the system. Total consumption of hydrogen can fluctuate from 1.5 up to 4.0 wt. % per feed.
Almost all hydrocracking units are provided with hydrogen from hydrogen production units through steam conversion method of natural gas, plant hydrocarbon gas, gasoline fractions and other oil products. These days in order to reduce usage of expensive hydrogen from conversion units, reforming and hydrotreating hydrogen gases after pre-concentration are added to it. For example, using UOP or Linde short-cycle absorption process. Make-up hydrogen concentration reaches 99.9 wt.%.
Hydrogen gas circulation ratio
Hydrocracking process is carried out with an excess amount of hydrogen taking into account that with hydrogen partial pressure growth reaction rates increase. Circulation ratio represents hydrogen gas volume in relation to feed volume, supplied to the reactor (nm3/m3 of feed). Depending on process purpose and hydrogen gas purity, hydrogen gas circulation ratio is accepted within the range of 800–2500 nm3/hr.
The scheme of hydrogen gas circulation in the reactor block is the main component of energy expenses across all hydrocracking unit. Therefore, the preference should be given to hydrocracking technology, required the smallest circulation ratio, and during designing it is necessary to strain after minimum hydraulic resistance in the system from outlet to inlet of circulating compressor.
Hydrogen gas purity
At the majority of hydrocracking commercial units recycle hydrogen gas concentration is kept at the level of 80–85 vol. %, the rest are methane, ethane and other light components. In reactor effluent mixture, besides hydrogen and hydrocarbons, there are also hydrogen sulfide, ammonia and water vapors.
On cooling ammonia reacts with hydrogen sulfide, forming sulfide of ammonium, which at further cooling can precipitate in the air cooler. In order to avoid this undesirable process and to remove balance quantity of ammonia from the system, ammonium sulfide upstream of air cooler is dissolved in wash water supplied to the system. Then in low-pressure separator this sour solution is removed from the system to steam stripping at which it is possible to produce hydrogen sulfide and ammonia again. With increase of hydrogen sulfide amount in hydrogen gas, efficiency of hydrocracking process decreases, therefore on modern units it is continuously removed in amine absorber upstream of recycle compressor. Water solutions of monoethanol amine (MEA), diethanol amide (DEA), methyldiethanolamine (MDEA) of different concentrations are used as regenerated absorbent of hydrogen sulfide. During regeneration in desorber by steam stripping method saturated amine solution emits absorbed hydrogen sulfide which is utilized on the units for production of sulfuric acid or elementary sulfur by Claus method.
With the development of new, more selective hydrocracking catalysts, more attention is paid to hydrogen gas purity and increase of hydrogen content in it.
Hydrocracking commercial processes
Hydrocracking is characterized by variety of types and process schemes:
1) by process pressure — HP hydrocracking and “mild” hydrocracking;
2) by reactor process operation — in the fixed catalyst bed (large majority of commercial units) and in three-phase fluidized bed with periodic replacement of catalyst portions;
3) by process schemes:
- one-stage, one-run (“once-through”);
- one-stage with residue recycle;
- two-stage;
- with parallel system.
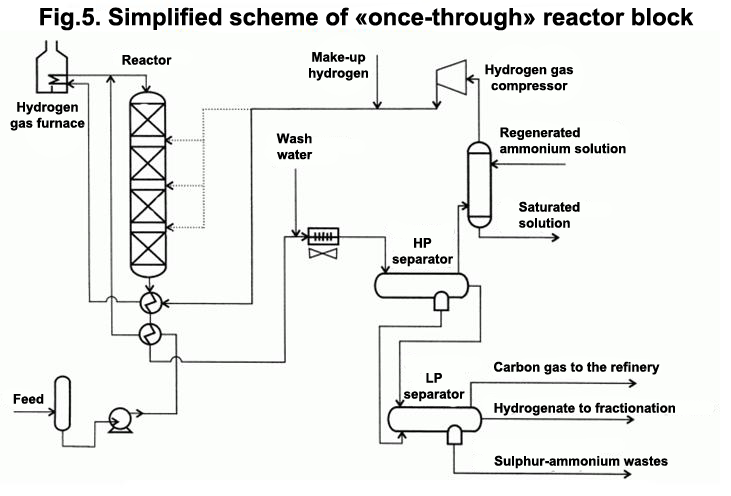
Process scheme selection depends on many factors, mentioned above. One-stage scheme with recycle has become the most widespread in the industry (fig. 5), it is considerably outperforms other schemes by quantity of implementations.
Units of hydrocracking in three-phase fluidized bed are intended for heavy oil residue processing (fuel oils, tars, etc.), but a small amount of them were implemented commercially. It was due to high capital expenditures, large consumption of expensive catalysts, difficulty to maintain its constant activity. Constant activity is maintained through periodic fresh catalyst loading in the system and equilibrium catalyst unloading from the system. Technological scheme of this process is similar to the ones of hydrocracking in the fixed bed.
Use of synergism between hydrocracking units and other process units
Hydrocracking process is especially well suited for production of high-quality middle-distillate fuel components with low sulfur content and for synergetic effect it can be combined with other conversion processes, particularly, with fluid catalytic cracking (FCC) and coking. This circumstance took one-stage “once-through” hydrocracking under different pressures to the leading position. “Once-through” process scheme has a number of significant advantages:
- the lowest cost;
- maximum feed capacity (up to 3–3.5 million tons per annum);
- possibility to process very heavy feed with high boiling temperature;
- production of high-quality bottom product for further use at the other units.
Fractionation peculiarities:
- side cut steam stripping for hydrogen sulfide removal;
- atmospheric fractionation with fired heater;
- gasoline fraction steam stripping at the customer’s request;
- vacuum fractionation with heating for products with high end boiling point (the necessity is estimated by each project).
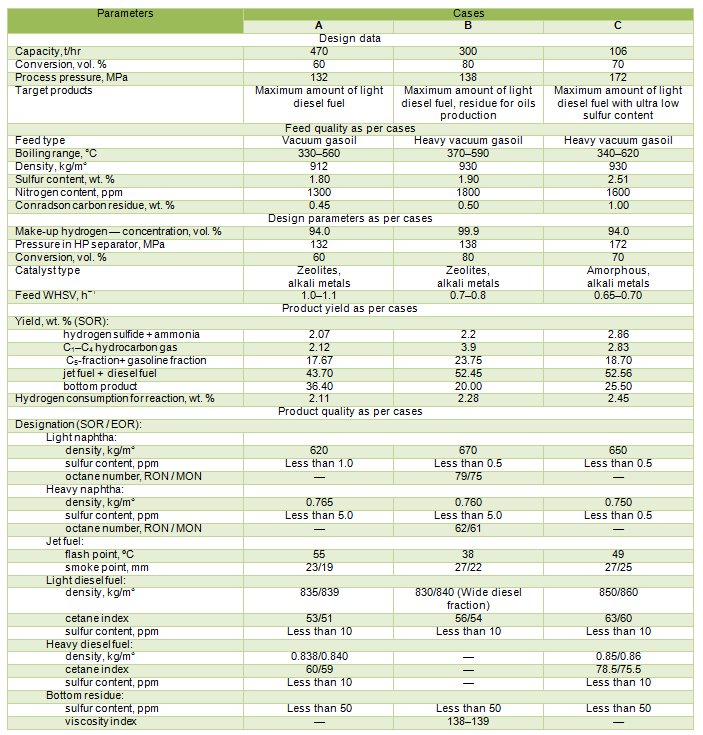
One-stage HP hydrocracking for several cases is represented in the table below.
Characteristics of hydrocracking processes
Mild hydrocracking
Construction of hydrocracking units with high conversion level requires large capital expenditures. In this connection, some of the refineries increased the depth of oil processing at their enterprises through revamp of existing vacuum gasoil hydrotreatment units into mild hydrocracking units. These units are operated under process pressure from 5.5 up to 8.5 МPa that complies with the standard approach to design pressure selection for vacuum gasoil hydrotreatment units. In these cases diesel fuel yield and quality are limited by maximum allowable performances of existing equipment, and more often the main purpose of such projects is to increase oil processing depth, but not to improve product quality.
Mild hydrocracking unit operation at relatively low pressure and conversion does not allow manufacturing high-quality products. Cetane index of produced diesel fuel is in the range from 39 up to 42. Very often produced kerosene smoke point makes just 10 mm that is considerably lower than 19 mm in accordance with the existing requirements of jet fuel specifications.
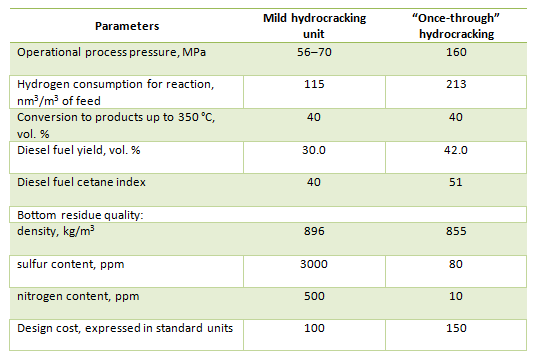
Operation performances of conventional mild hydrocracking unit and one-stage, “once-through” hydrocracking unit, designed for producing diesel fuel with similar conversion of 40 %, are represented in the table below.
Comparison of mild hydrocracking units and HP hydrocracking units
“Once-through” medium-pressure hydrocracking schemes with partial feed conversion. Conventional HP hydrocracking units is difficult to recoup. Equipment operation with incomplete feed conversion can give the opportunity to optimize ratios between pressure, conversion level, catalyst service life, hydrogen consumption and obtained product quality that allows considerably decreasing required capital costs and increasing profit.
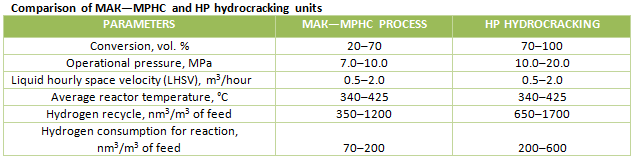
Medium-pressure hydrocracking (МРНС) process with MAK brand name. МАК—МРНС process were developed by the following companies: Mobil, Akzo Nobel and M.W. Kellogg. The main distinctions between МАК—МРНС process (table 3) and conventional hydrocracking consist in application of new effective reactor internals construction named Spider-Vortex and inclusion of high-temperature separator in reactor block process scheme.
Hydrocracking with partial feed conversion. UOP hydrocracking units with partial feed conversion, as well as МАК—МРНС process, provide large yield of products of better quality in comparison to mild hydrocracking units. Conventional hydrocracking process schemes with partial conversion of 35–70 % are similar to hydrocracking process scheme with full conversion, except that operational pressure range is about 10.5 МPa instead of 14.0–17.5 МPa. Due to lower process pressure some deterioration of distillate product quality takes place. Besides, distillate product quality is also limited by conversion level. Even by higher feed conversion distillate product quality, obtained on conventional hydrocracking unit with partial feed conversion, remains insufficiently high for conformance to requirements for diesel fuel with high cetane characteristics.
UOP company developed three new process scheme of hydrocracking with partial feed conversion under the same pressure. Quality of distillate fuels, which are produced as per these new schemes, is much better — sulfur content is less than 50 ppm, cetane index is higher than 50.
UOP process flow diagrams are presented in fig. 5, 6, 7. There are two similar technological solutions in all three schemes. Firstly, in all schemes two reactors are provided. Secondly, in each process scheme hydrotreatment and hydrocracking are separated and represent separate reaction sections, so not all the feed, that is being hydrotreated, has to be also hydrocracked. This process scheme peculiarity is very important, and it is possible only in that case, when two reactors are provided at the unit.
Fig. 6. Two-stage hydrocracking process (Unicracking) with partial feed conversion
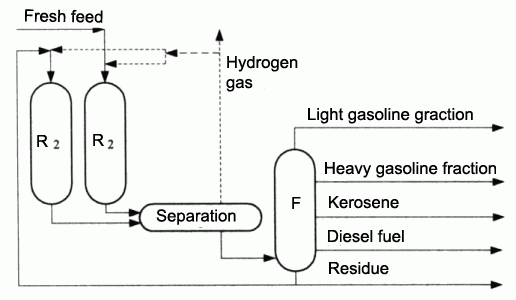
Fig. 7. Once-through hydrocracking process (Unicracking) with parallel reactors
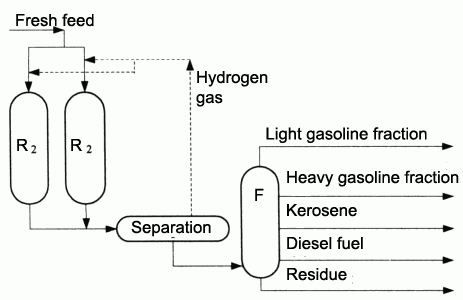
Fig. 8. Two-stage hydrocracking process (Unicracking) with modified streams flow
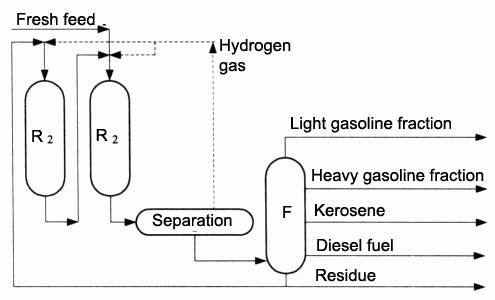
The first process scheme is a modification of scheme of two-stage hydrocracking with full conversion, general separation and fractionation of reaction products (fig. 6). At the second scheme, usage of two parallel once-through reactors is provided, also with general separation and fractionation of reaction products (fig. 7). At the third process scheme, two-stage hydrocracking, developed by UOP, with modified streams flow is used (fig. 8). Each of indicated schemes has specific advantages in comparison with conventional scheme of hydrocracking unit with partial feed conversion.
The key moment, which enables to manufacture high-quality products with low level of total process conversion, is functional division of hydrotreatment and hydrocracking into separate reactors. Use of conversion for obtaining high product quality is more effective technological solution than use of higher process pressure.
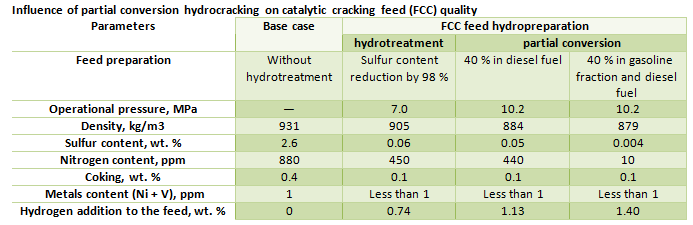
Synergism of combined fluid catalytic cracking unit (FCC) with preliminary feed preparation
In case of replacement of FCC feed preparation section by hydrotreatment method with hydrocracking with partial feed conversion, FCC feed density decreases. Thus, combined effect of higher pressure and higher conversion during hydrocracking process with partial feed conversion allows producing FCC feed of higher quality with almost identical feed desulfurization level, as by conventional hydrotreatment process. Synergism from hydropreparation of catalytic cracking feed is confirmed by enhancement of the refinery performances and increase of high-quality motor fuels production.
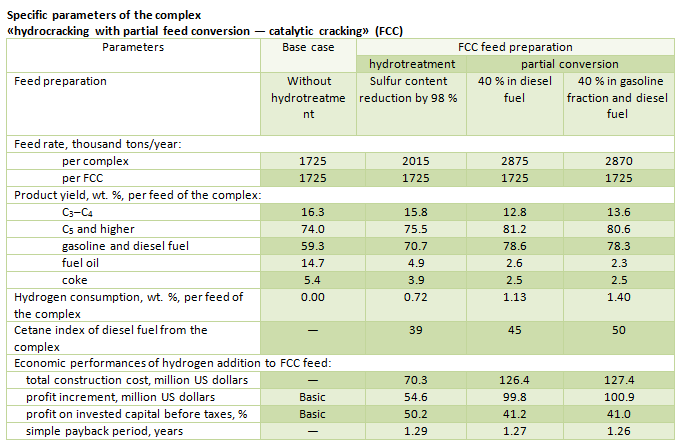
The presented process schemes of hydrocracking with partial feed conversion allow increasing refinery flexibility with regard to high-quality commercial diesel fuel production from gasoils of poor quality (without use of hydrocracking schemes with full conversion under high pressure). Due to division of hydrotreatment and hydrocracking reactions into different reactors, these new process schemes allow increasing flexibility of the process, having certain limitations when it is carried out in modes of soft hydrocracking and conventional hydrocracking with partial feed conversion.
UOP HyCCLE — Unicracking process
HyCCLE — Unicracking process is a step forward in the technology of maximum distillate quantities production in hydrocracking process. Process represents optimized process scheme intended for obtaining maximum yield of high-quality diesel fuel. In the process the combination of several unique technical solutions, including advanced hot separator, system of installed in series reactors with "backward directed flow" and fractionation column of new design with blank vertical partition wall, is applied. The peculiarity of reactor block scheme is that initially recycle is directed to hydrocracking catalyst section, and then to hydrotreatment catalyst section. The advantage is that purer feed is supplied to cracking catalyst under partial hydrogen pressure. As a result, catalyst activity per unit volume increases, and, therefore, less catalyst amount is required.
The process is characterized by lowered pressure, higher space velocity in comparison with conventional units. Due to secondary cracking reactions minimizing, less hydrogen amount is spent. One more synergy advantage can be implemented, when poor-quality secondary distillates upgrading is required. In that case, for example, light catalytic gasoil is loaded directly into advanced HyCCLE separator. As a result, the refinery will not need to construct separate unit for catalytic cracking light gasoil upgrading.
Hydrocracking place as part of refinery
At the majority of foreign refineries with deep oil refining, hydrocracking process existence is very important. Besides increasing oil refining depth, hydrocracking is the main process, influencing process scheme flexibility of the enterprise and its commercial product quality. When other treatment processes of residues from oil refining are absent at the refinery, generally, full conversion hydrocracking with specific product purpose is applied.
In the cases, when the refinery already has oil residues conversion processes, the most attractive is application of partial conversion hydrocracking and its combination with other conversion processes. In this case, hydrocracking uses poor-quality gasoils of other processes and produces high-quality residue which serves as upgraded feed or feed component of the same units. Vacuum gasoil hydrocracking residue is an excellent feedstock for ethylene units, surpassing other feed types in efficiency.
Thus, existence of hydrocracking in the process scheme of the refinery considerably increases flexibility and, accordingly, efficiency of its operation.
Information of this chapter is given exclusively for a reference purpose. You can find information about SIE Neftehim, LLC's products and services in Developments and Services chapters.